

The manufacturing process of silica bricks
Apr 06, 2022
Determination of raw material ratio and particle composition
The raw materials for making silica bricks are silica and waste bricks containing more than 96% SiO2, in addition to lime, mineralizers, and organic binders.
Therefore, the number of waste silica bricks added should be determined according to different situations. Generally, it should be controlled below 20%.
Lime is added to the billet in the form of lime milk and acts as a binder. The lime used in the production of silica bricks requires active CaO ≥ 90%, carbonate not more than 5%, and Al2O3+Fe2O3+SiO2 not more than 5%. The lump of lime is about 50mm, and the powder is as little as possible.
The mineralizers used in production are mainly rolled steel sheets (iron scales). Its quality requirements are Fe2O3+FeO>90%, it must be finely pulverized in a ball mill, and the powder less than 0.088mm is not less than 80%.
Sulfurous pulp waste liquid is often used as a binder.
The general principles for determining the composition of silica brick particles should be:
(1) When selecting the critical particle size, it should be able to obtain high-density bricks with stable heating volume.
(2) The critical particle size in the billet should be small and the fine particles are many.
(3) When using several kinds of silica mixing ingredients, the particle size should be determined according to the different starting temperatures of violent expansion. The high temperature of starting violent expansion is added with coarse particles, and the low temperature is added with fine particles.
(4) The properties of the raw materials must be considered to determine the particle composition. The dense silica raw material particles can be coarser, and vice versa. In production, the critical particle size of the general silica brick is 2~3mm, and when quartz is used as the raw material, the large particle is 2mm.
Forming characteristics of silica bricks
The characteristics of silica brick forming are mainly manifested in three aspects: blank forming characteristics, complex brick shape, and large difference in a single weight.
The brick blank is a barren material with low binder and plasticity, and the molding pressure should be appropriately increased to increase the density of the silica brick during molding. The shape of the coke oven silica brick is complex, the unit weight is large, and the forming thickness can reach 160~600mm. It is better to use double-sided pressure. The silica brick forming method is mainly the mechanical pressing method, and some large and complex special-shaped products are formed by the vibration forming method or the air hammer tamping method.
When the silica brick is fired, the brick body expands, so the size of the brick mold should be reduced accordingly.
Determination of firing system
Silica brick undergoes a phase change during the firing process, and its firing is difficult. The firing system should be determined based on comprehensive consideration of the physical-chemical changes during the firing process of the brick, the quantity and properties of the additions, the shape and size of the green body, and the characteristics of the firing kiln. The basic principles are:
(1) The temperature section below 600°C can heat up quickly and uniformly.
(2) Under the premise of uniform heating in the temperature range above 700 °C to 1100 °C, the temperature can be increased rapidly.
(3) In the high-temperature stage from 1100 °C to the final temperature of firing, the heating rate should be gradually reduced and the temperature should be uniformly heated to avoid cracks in the brick. The high firing temperature should not exceed 1430℃.
(4) In the high-temperature stage, in order to make the temperature rise slowly and evenly, the temperature in the kiln is evenly distributed throughout the kiln, so as to avoid the impact of the high-temperature flame on the bricks, usually a weak reducing atmosphere is used for firing. At the same time, after reaching the high sintering temperature, there must be enough holding time, which generally fluctuates in the range of 20~48h.
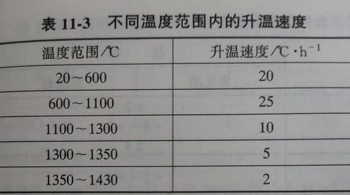
(5) Cooling after the firing of silica bricks can be quickly cooled at high temperature (above 600~800°C) and should be cooled slowly at low temperature. The heating rate in different temperature ranges is shown in Table 11-3.
Relevant information
-

Main properties of magnesium oxide refractory
Performance characteristics of magnesia refractories and other basic refractories Performance characteristics of magnesia refractories and other basic refractories Refractories containing more than 80% ... -

What properties of lightweight insulation fire clay bricks can be improved by the addition of kyanite?
Lightweight insulation fire clay bricks are a kind of shaped refractory material with clay as the main raw material, which is processed, shaped, dried, and calcined with clay. on the kiln. Due to the r ... -

How is the effect of white fused alumina abrasive used in refractory materials?
After mixing, forming, drying, and firing at high temperature in a shuttle kiln. The product has the characteristics of high refractoriness, good thermal shock stability of white corundum, high high te ... -
Characteristics of refractory magnesia chrome bricks for lime kiln
Lime kilns are mainly classified into square kilns and circular kilns. According to the classification of fired products, they can be divided into lime kilns, ceramic kilns, cement kilns, glass kilns, ...